

Définition :
Terme anglais désignant la technologie moderne de surfaçage qui permet d’usiner et de polir des surfaces complexes (surfaces à la fois toriques et progressives par exemple). Voir aussi Technologies de surfaçage
C’est la dernière technologie développée ces dernières années pour le surfaçage des verres ophtalmiques et qui remplace l’usinage dit « conventionnel« . En usinage conventionnel, l’utilisation d’outil de surfaçage « durs » en aluminium ne permettaient d’usiner que des surfaces toriques avec une précision généralement limitée à 1/16ème de dioptries (0.0625 dioptries). Chaque outil ne permettait d’usiner qu’un couple de courbure, et augmenter la précision nécessitait d’augmenter considérablement le nombre d’outils (parfois jusqu’à 20000 outils). Le but de cette nouvelle technologie, est d’être capable d’usiner une surface optique plus complexe comme la combinaison d’une surface progressive avec une surface torique, ou tout autre surface complexe (d’où le nom de Freefom).
Principe
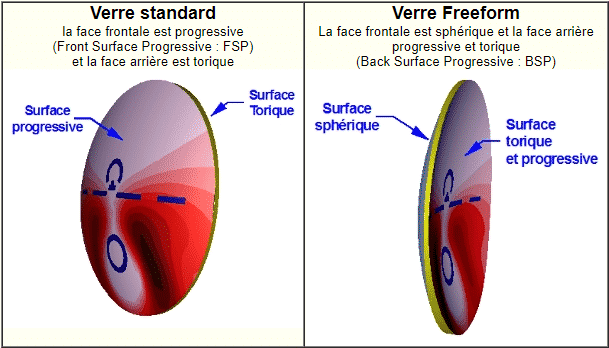
Pour réaliser un verre progressif avec cette technologie, on part d’un semi-fini dont la face frontale est sphérique et on usine toute la prescription (sphère, cylindre, axe, addition et prisme) sur la face arrière. Elle est aussi utilisée pour réaliser des verres unifocaux asphériques de haute performance.
Avantages et limites de la technologie Freeform
Matière première moins coûteuse
Pour réaliser des verres progressifs en surfaçage conventionnel, on part d’un semi-fini dont la face frontale est déjà progressive, ce qui représente beaucoup de semi-fini différents à produire et à stocker ; généralement 5 bases x 12 additions x 2 cotés D/G soit jusqu’à 120 au total et cela pour chaque géométrie progressive. Ces semi-finis sont réalisés par moulage dans des moules progressifs en verre minéral qui sont difficile et coûteux à produire.
Avec la technologie Freeform il suffit de quelques semis-finis (10 à 20 bases différentes ) qu’on appelle Pucks (palet en anglais) et dont la face frontale est simplement sphérique. Cela représente peu de Pucks à stocker et les mêmes pucks peuvent être utilisés pour produire tous les types de verre (unifocaux, progressifs, proximité,…) toutes géométries confondues. Ils sont aussi beaucoup moins chers à produire.
Création de nouveaux progressifs plus rapide
Créer un nouveau verre progressif Freeform revient à modifier le programme de calcul de la surface à usiner alors qu’en usinage conventionnel, la mise au point des 120 moules est très longue et coûteuse.
Optimisations (optimization)
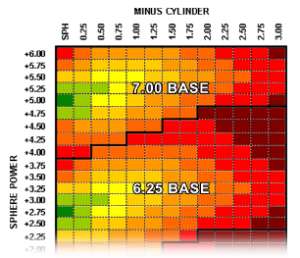
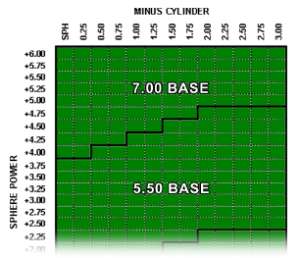
Avec des semis-finis progressifs, chaque base permet de réaliser une gamme de puissance spécifique pour laquelle elle a été conçue par les designers (une base 6.00 est conçue pour réaliser des corrections entre PLAN et +3.75 par exemple). La surface progressive qui est moulée est alors parfaitement adaptée pour une correction moyenne (+2.75 sur l’exemple) et plus on s’écarte de cette puissance « idéale » moins la surface progressive est performante. La surface progressive d’un Freeform étant calculé et usinée pour chaque puissance prescrite, on peut optimiser le design pour obtenir une performance idéale à chaque prescription.
Progressif face avant
Progressif Freeform optimisé
Compensation de puissance (power compensation)
Avec l’avènement du Freeform, les designer ont découvert de nouvelles libertés et s’en sont donnés à coeur-joie pour apporter plus de confort aux porteurs.
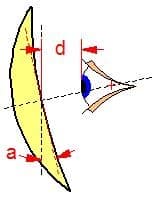
Le verre n’est pas placé verticalement devant l’oeil mais il est presque toujours incliné verticalement par l‘angle pantoscopique (α) pour prendre en compte l’axe principal du regard ; on regarde généralement le sol à 10 mètres de distance (pour une personne de 1m70 cela correspond à un angle de 10° environ). La cambrure de la monture génère aussi une inclinaison horizontale (l’angle de cintre). Ces inclinaisons peuvent générer un astigmatisme (astigmatisme des faisceaux obliques) et de fait, avec un verre traditionnel, l’oeil reçoit une correction entachée de ce léger astigmatisme. De plus, la mesure de la correction est faite pour une distance verre-oeil moyenne d = 12mm ; or une fois sur le nez du porteur, le verre peut être plus près où plus loin ce qui induit une légère sous ou sur-correction. Avec la technologie Freeform on peut compenser tous ces défauts en introduisant dans la face arrière des compensations de courbure. Bien entendu, cela nécessite d’avoir réalisé les différentes mesures d’angle et de distance verre-oeil avec une précision suffisante. Au final, lorsque l’on mesure ce type de verre sur un frontofocomètre, on n’obtient pas la puissance prescrite car les compensations ont été introduite pour une position spécifique du verre devant l’oeil (qu’on appelle Position Portée ou POW Position Of Wear en anglais) et le frontofocomètre n’a pas cette position, il est en contact avec la surface concave du verre. Pour permettre à l’opticien de vérifier le verre, les surfaceurs indiquent donc sur les pochettes ou sur un document joint, les puissances qui seront mesurées au frontofocomètre. Dans le cas de faibles cylindres (0.25, 0.50 dioptries), il est courant d’obtenir des puissances compensées avec un axe de cylindre jusqu’ à 30° de différence par rapport à l’axe prescrit car l’astigmatisme induit par les inclinaisons sont alors du même ordre de grandeur que l’astigmatisme prescrit ce qui fait tourner l’axe du cylindre. On peut aussi avoir le cas où l’astigmatisme induit est exactement opposé au cylindre prescrit (toujours pour de petits cylindres) et avoir une puissance compensée sans cylindre.
L’important est de se rappeler qu’une fois placé devant l’oeil, le porteur reçoit bien la correction qui a été prescrite.
Personnalisation (customization)
Il est aussi possible de modifier pour chaque porteur certains paramètres de la géométrie progressive. On peut modifier la longueur du couloir de progression (entre 14 et 20 mm par exemple) pour s’adapter à la hauteur de montage ou aux besoins du porteur. On peut modifier la géométrie progressive pour privilégier la vision de loin ou la vision de près en fonction du style de vie du porteur. On peut prendre en compte la distance de lecture souhaitée par le client. Pour les porteurs qui on des difficultés à converger, on peut adapter l’angle de convergence en VP (inset). Les possibilités sont infinies… La difficulté est d’être capable de faire les bons choix pour le porteur sinon la personnalisation obtenue risque de dégrader le confort au lieu de l’améliorer.
Limites des possibilités d’usinage
Les machines d’usinages Freeform sont capables d’usiner des surfaces complexes mais la difficulté principale est de pouvoir polir ces surfaces avec une précision optique suffisante. Aujourd’hui, les surfaces à usiner ne doivent généralement pas présenter de variations de courbure trop brutales (pas de facette), les limites de courbures usinables se situent (selon les machine) autour de -12.00 dioptries avec un cylindre de 5.00. Ces limites sont continuellement dépassées avec l’évolution des machines.
Coût d’usinage
Si les semi-finis sont moins coûteux, l’usinage est lui plus cher. Les machines sont beaucoup plus complexes, précises et représentent donc un investissement plus élevé. Elles nécessitent un entretien de haut niveau. Les consommables (diamants de coupe, outils et produits de polissage,…) sont souvent plus chers.
Industrialisation
Dans cette technologie, le processus d’usinage peut être entièrement automatisée (plastification, glantage, ébauchage, polissage, gravage).
Remarques
La technologie Freeform n’est qu’une technique de surfaçage et rien n’oblige à optimiser, compenser ou personnaliser le verre progressif réalisé. On peut parfaitement produire des verres progressifs traditionnels avec cette technique. Dire qu’un verre est réalisé en freeform n’indique donc pas qu’il ait bénéficié d’une amélioration optique quelconque.
Les verres unifocaux peuvent aussi bénéficier des améliorations que permet l’usinage Freeform ; on peut les optimiser et compenser leur puissance pour obtenir des unifocaux totalement Atoriques.
Variantes de la technologie freeform
Certains fabricants réalisent des verres Freeform en mettant une partie de la progression sur la face frontale du verre et le reste de la prescription, les compensations et la personnalisation sur la face arrière. Cette technique nécessite parfois un double usinage. Le verre est d’abord usiné face frontale puis reglanté pour usinage de la face arrière. D’après les mathématiciens et designers que j’ai consultés sur ce sujet, cette technique semble présenter peu d’intérêts au regard des inconvénients qu’elle peut présenter.
- Optiquement, on démontre que les gains potentiels pour le porteur sont infinitésimaux. La cible optique obtenue avec deux surfaces Freeform peut aussi bien être obtenue avec une seule surface Freeform.
-
La principale critique qu’on oppose à cette technique est qu’un léger écart d’alignement entre les deux surfaces et/ou avec le centre de rotation de l’oeil, risque de complètement dégrader le résultat de la cible optique.
-
Cette technique est bien évidement plus coûteuse à mettre en oeuvre surtout s’il faut usiner les deux surfaces.
Il n’est cependant pas totalement satisfaisant de n’avoir que des avis négatifs sur ce sujet. L’idéal serait d’avoir les explications de ceux qui l’ont mise au point de manière à avoir une vision plus équilibrée. J’ai tout de même quelques hypothèses sur des intérêts potentiels :
-
Les machines de surfaçage Freeform ont parfois des difficultés à usiner (principalement au polissage) des surfaces qui ont un changement de concavité (une partie concave et l’autre convexe). Cela peut arriver lorsque l’on a une très forte addition. Prenons un exemple : Soit un verre de puissance +4.00 addition 3.50. En production standard, on utiliserait communément une base 6.00 addition 3.50 pour le réaliser, en usinant une courbure de -2.00 environ en face arrière. En Freeform, si on part d’une surface sphérique de +6.00 on a bien une courbure de -2.00 en vision de loin mais en vision de près, pour obtenir l’addition 3.50 (ce qui donne une puissance VP de +7.50), est obligé de faire une surface arrière convexe de +1.50 en VP. Pour éviter ce problème, nombre de surfaceurs prennent une base plus cambrée (une base 8.00 dans notre cas) ce qui donne des verres moins esthétiques. L’utilisation d’une surface progressive en face avant permet de conserver une base plate même pour une forte addition.
-
Le calcul de la surface arrière d’un freeform nécessite de nombreuses itérations. Lorsque l’on part d’une surface sphérique, on est loin de la cible optique et les itérations ne convergent pas toujours vers une solution ce qui nécessite des algorithmes compliqués. En partant d’une surface progressive, on est déjà plus proche de la cible et l’algorithme d’optimisation pourrait être plus simple.
- Cette technique permet de réaliser une gamme de puissance plus étendue en concave et en convexe.
Production de verres freeform
Calcul (calculation)
Dans le cas d’un verre Freeform, le calcul est très différent de celui d’un verre classique puisqu’il s’agit cette fois de calculer en temps réel, une surface optique complexe capable de corriger l’ensemble de la vision du porteur (vision de loin, vision de près, vision latéral,…).
Dans un verre classique ce calcul est réalisé par un « Designer », généralement un mathématicien ou un physicien de très haut niveau qui définit une fois pour toute, la surface de tous les semi-finis et des moules qui permettront de les mouler.
Pour un Freeform, le programme de calcul doit réaliser en automatique les mêmes choix que ceux du Designer, il doit être capable de choisir le meilleur compromis pour résoudre chaque cas individuel.
Si les verres conventionnels sont calculés avec des formules classiques de l’optique, les Freeform utilise généralement la technique du Ray-tracing (tracé de rayons). Le principe consiste à simuler la trajectoire d’un faisceau de rayons lumineux traversant le verre. Le programme détermine ensuite quelle surface il faut usiner pour que le faisceau de lumière qui traverse le verre, génère les zones de puissance appropriées lorsque le verre est en position devant l’oeil. Comme il n’existe pas de surface parfaite, le calcul est réitéré jusqu’à obtenir un compromis optimal. Pour le mathématicien, la difficulté est bien sûr de déterminer à quel moment le compromis optimal est atteint.

Matière première (raw material)
On utilise essentiellement des palets, appelés pucks dont la face frontale est polie et sphérique. Ce sont des semi-finis unifocaux spécialement adaptés à l’usinage Freeform.
Plastification (taping)
Identique au process conventionnel
Glantage (blocking)
Identique au process conventionnel
Ebauchage et Tournage (Generating and turning)
On utilise des machines de très haute précision. Après une passe d’ébauchage réalisée avec une meule à couteau, la machine réalise une passe de finition d’environ 0.1 mm de profondeur pour obtenir une surface suffisamment lisse pour être polie directement. La passe de finition est réalisée avec un cristal de diamant et c’est le verre qui tourne comme dans le principe d’un tour d’usinage mécanique (d’où le terme de tournage). Si pour un usinage conventionnel il suffit d’indiquer les deux courbures de la surface torique, ici, la surface à usiner est définie point par point par une longue série de coordonnées en trois dimensions. Le fichier de coupe est assez complexe car il contient de nombreux paramètres d’usinage.


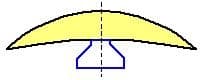
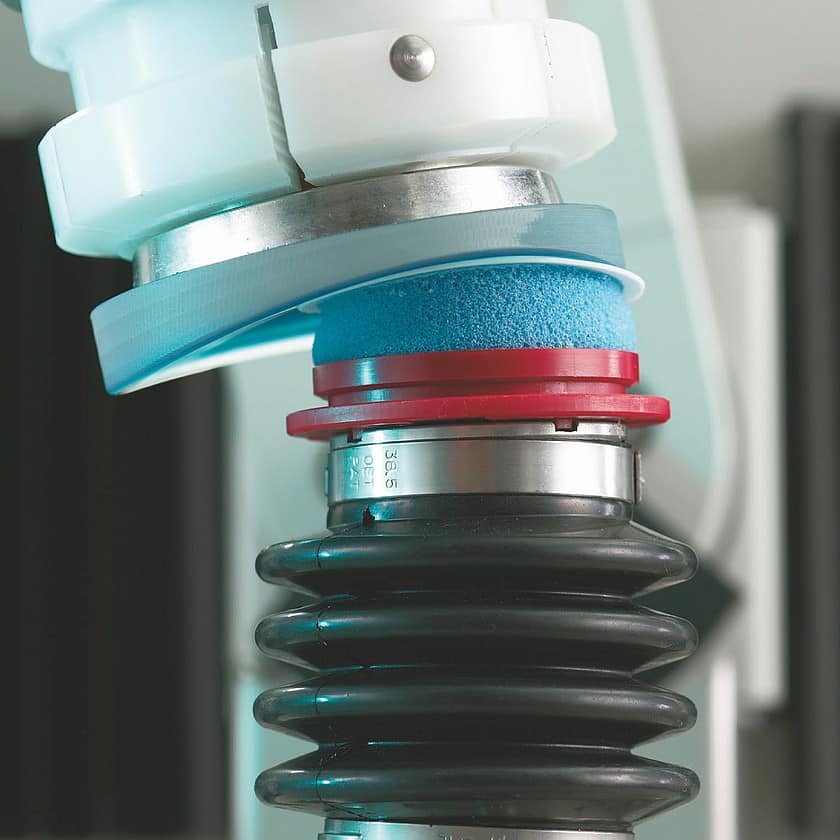
Polissage (polishing)
Le polissage est l’élément critique de cette technologie. Il faut en effet être capable de polir la surface ébauchée sans la déformer. Il existe un certain nombre de machines et de techniques différentes de polissage mais à ce jour toutes utilisent un outil souple généralement composé d’une mousse sur laquelle est collé un disque à polir. On utilise le même type de produit de polissage. Selon la courbure globale de la surface progressive à polir, on utilise un outil plus ou moins cambré mais le nombre d’outils différents est assez restreint (quelques dizaines). C’est sans commune mesure avec l’usinage standard où il faut de 10 000 à 20 000 outils. L’outil est sélectionné automatiquement par la machine de polissage. Les techniques les plus courantes utilisent des outils de diamètre entre 40 et 50mm donc plus petit que le verre. Dans tous les cas, la difficulté est de trouver les bons paramètres (pression de l’outil sur le verre, température, mouvement relatif entre l’outil et le verre, vitesse de rotation, produit de polissage,…). C’est la maîtrise de tous ces paramètres qui détermine le savoir faire du surfaceur.

Gravage (engraving)
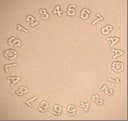
Si les verres progressifs conventionnels sont déjà gravés (lors du moulage du semi-fini), les pucks utilisés pour les Freeform doivent être gravés après surfaçage pour pouvoir repérer la géométrie progressive. Le gravage est réalisé sur la face arrière du verre, juste après polissage alors que le verre est toujours glanté, de façon à conserver le même référentiel que sur les autres machines.
La technique de gravage la plus utilisée est la gravure par impulsions LASER. Le laser EXCIMER est celui qui donne la gravure la plus nette. Le laser génère une suite de micro trous qui vont former le dessin du logos point par point. La gravure est tellement fine que certains lasers permettent de graver du texte ou des chiffres à l’intérieur du logo en remplaçant chaque point par un chiffre ou une lettre.
On reconnaît un verre Freeform au fait qu’il est gravé sur la face arrière (la face progressive). Lors du détourage, pour éviter une imprécision de centrage due à la parallaxe, il est conseillé de pointer les gravures sur la face arrière.

Déglantage, Nettoyage et contrôle
Identiques au process conventionnel
Contrôle (control)
Dans le ces de verres Freeform, c’est la puissance compensée qu’il faut contrôler.
Marquage (ink marking)
Avec un couloir de progression pouvant être variable, le marquage doit être capable de s’adapter à cette possibilité.
Clair, complet, sans fioritures. Du bon boulot, bravo!