

Définition :
Utilisé en surfaçage conventionnel, ce terme et désigne les contre-formes en aluminium ou en plastique, utilisées pour les opérations de doucissage et de polissage.
Le terme « outil » est utilisé en surfaçage conventionnel et désigne les contre-formes en aluminium ou en plastique, utilisées pour les opérations de doucissage et de polissage des verres (voir Technologie standard).
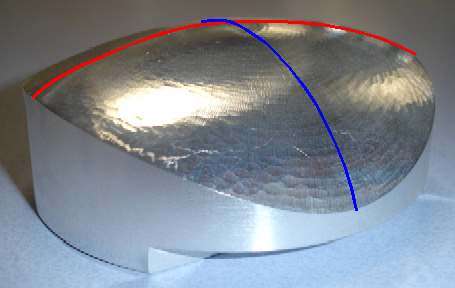
Les outils sont généralement convexes pour usiner la surface concave des verres, mais on utilise aussi des outils concaves pour usiner les surfaces convexes.
Les outils ont une surface soit sphérique soit torique. Les outils toriques servent à usiner des surfaces toriques pour obtenir un cylindre et corriger l’astigmatisme. Les laboratoires de surfaçage achètent souvent le parc initial à un fournisseur spécialisé mais ils complètent leur parc ou retouchent leurs outils eux-mêmes, en utilisant les mêmes ébaucheuses qui servent à usiner les verres organiques.
Les 2 courbures d’un outil sont exprimées en dioptries pour un indice de réfraction particulier appelé « Indice outil » (souvent 1.500 ou 1.523 voir 1.530). Bien qu’un outil n’ait par réellement d’indice de réfraction, il est plus aisé d’exprimer ses courbures en dioptries que par deux rayons de courbures en millimètres. Exemple l’outil 9.25 – 12.50 d’indice outil 1.523, permet d’usiner une courbure de 9.25 dioptries dans un méridien et 12.50 dans l’autre pour un matériau d’indice 1.523. Si le matériau à usiner n’a pas le même indice que l’outil, le programme de calcul fait une correction d’indice. Il suffit en fait de multiplier les courbures à usiner par le rapport d’indice outil/verre K
(IndiceOutil – 1)
K = ––––––––––––––––
(IndiceVerre – 1)
et on a : CourbeOutil = CourbeVerre * K
Exemple :
Pour usiner les courbes 6.25 et 7.75 en face arrière d’un verre d’indice 1.600 avec un outil d’indice 1.523, on a:
1.523 – 1
K = ––––––––––– = 0.871666
1.600 – 1
L’outil idéal serait : 5.45 – 6.76 (6.25 * K = 5.45 et 7.75 * K = 6.76)
L’outil avec son pad à doucir (ou à polir) doit avoir les mêmes courbures que la surface à usiner (voir compensation du pad à doucir). Pour pouvoir réaliser toutes les puissances possibles, il faut beaucoup d’outils différents (entre 10 000 et 20 000). En règle générale, les outils vont de 0.12 en 0.12 dioptries, ou par pas de 0.06 pour plus de précision.
Dans notre exemple précédant, l’outil idéal étant 5.45 – 6.76
Dans un parc en 0.12, l’outil le plus proche serait 5.50 – 6.75
Dans un parc en 0.06, l’outil le plus proche serait 5.43 – 6.75
0 commentaires