

Définition :
Matière première utilisée pour la fabrication des verres ophtalmiques, c’est un palet dont la face frontale (sphérique, asphérique, multifocale ou progressive) est déjà terminée et polie. La valeur de l’addition est donc déjà intégrée dans le semi-fini (voir Technologie standard).
Selon le type produit que l’on veut pouvoir réaliser, la face frontale d’un semi-fini peut être soit Sphérique, Asphérique, Progressive, Dégressive ou Multifocale (avec l’inclusion d’un segment) et c’est lorsque l’on aura usiné la face arrière du semi-fini que l’on obtiendra le verre fini adapté à la vue du porteur.

Avec l’avènement de la technologie Freeform, les fabricants ont créé des semi-finis spécifiques, que l’on appelle des pucks et qui sont spécialement adaptés à cette technologie d’usinage. Les Pucks sont en fait des semi-finis unifocaux dont la face frontale est simplement sphérique car en Freeform on usine généralement la surface progressive en face arrière (BSP Back Surface Progressive).
Les semi-finis étant réalisés en très grande série par moulage dans des mass-manufactures, le coût de leur production est assez faible et principalement lié au coût de la matière plastique et au nombre de moules différents.
Avec un seul semi-fini, on peut réaliser une certaine gamme de puissances (en fonction de la cambrure de la face frontale). Comme le même semi-fini peut servir à produire différentes puissances, ils ont une épaisseur au centre et au bord assez importante et dans la majorité des cas, une grande partie de la matière tombe dans la chute lors de l’usinage. Certains fabricants produisent des semi-finis minces pour les puissances courantes et épais pour les puissances en limite de gamme mais cela multiplie le nombre de moules nécessaires.

Base plate pour réaliser des forts concaves

Base cambrée pour réaliser les verres convexes
Semi-Bifocal

Semi-fini progressif
Pour réaliser une large gamme de puissance (disons une gamme de -10.00 à +8.00 dioptries avec un cylindre maxi de 6.00), il faut une palette de semi-finis avec différentes cambrures de la face frontale (différentes bases). On cherche bien sûr à limiter le nombre de semi-finis différents pour réduire le nombre de moules différents à réaliser pour les produire et ainsi le nombre de références en stock.
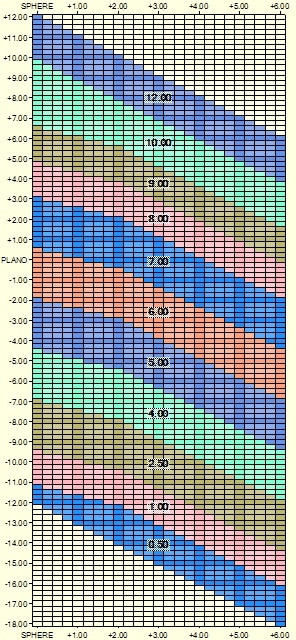
Pour réaliser une gamme « classique » en unifocal, on a généralement besoin d’une dizaine de bases différentes. La grille ci-contre montre un exemple des différentes bases d’un unifocal et leur plage d’utilisation (bases 0.50 , 1.00 , 2.50 , 4.00 , 5.00 , 6.00 , 7.00 , 8.00 , 9.00 , 10.00 et 12.00). Noter que cet exemple est donné à titre indicatif car chaque fabricant peut choisir des bases et des plages d’utilisation différentes.
Dans le cas de semi-finis progressifs (ou multifocaux), on limite le nombre de bases différentes à 4 ou 5 car il faut pour chaque base, réaliser un semi-fini pour chaque addition (l’addition étant sur la face frontale) et un par coté. Pour réaliser une gamme de puissance complète, il faut donc 5 bases x 12 additions x 2 cotés = 120 semi-finis différents. Comme on a moins de bases différentes, chacune d’elle est utilisée pour une plage de puissances plus grande que dans le cas des unifocaux.
Données techniques des semi-finis.
La plupart des grands verriers fabriquent eux-mêmes leurs propres semi-finis dans des usines spécialisées (masse-manufactures), l’usinage final des verres étant ensuite réalisé dans ce que l’on appelle des laboratoires de surfaçage. Ces grands verriers mettent souvent sur le marché certains de leurs semi-finis pour d’autres laboratoires indépendants ou appartenant à de grands groupements d’opticiens.
Pour pouvoir usiner le semi-fini et en faire un verre de lunettes, il faut bien connaître ses caractéristiques géométriques. Il est donc nécessaire d’obtenir les données techniques (specifications) des semi-finis auprès du fabricant. On obtient généralement un tableau récapitulatif de ce type :

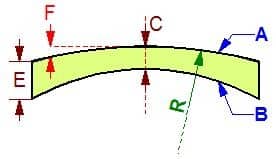
- Base nominale (Nominal base curve) : C’est grossièrement la courbure de la base (A) en dioptries mais cette valeur sert plus pour nommer la base que comme valeur car la base réelle peut être assez différente.
- Base réelle (Actual base) : C’est la valeur réelle de la base (A) en dioptries. Il faut toutefois prendre garde à l’indice dans laquelle elle est exprimée, ce n’est pas toujours l’indice de la matière (ici elle est donnée en 1.530). Dans le cas de verres progressifs, il s’agit de la courbure dans la zone de vision de loin. C’est cette courbure qui est utilisée par les programmes de calcul des verres pour obtenir les courbures à usiner en face arrière pour obtenir la puissance prescrite sur le verre fini.
- Rayon de courbure de la base (Actual base radius) : C’est le rayon de courbure (R) réel de la base. Cette valeur a bien sûr une relation directe avec la base réelle exprimée en dioptries. On peut donc utiliser l’une ou l’autre mais je trouve le rayon plus fiable car indépendant d’un indice de réfraction, on risque donc moins de se tromper en l’utilisant.
- Flèche frontale (Sagitta) : C’est la flèche d’appui (F) correspondant à la courbure de la base. Cette flèche peut être indiquée pour différents entraxes de torimètres (ici 50 mm d’entraxe). Je trouve cette donnée ambigüe car on ne sait pas toujours s’il s’agit d’une mesure au sphéromètre ou au torimètre (ni le diamètre des billes du torimètre). Par ailleurs, dans le cas de verres progressifs, il n’y a pas de relation exacte avec le rayon de la base car s’agit souvent de la mesure faite au PRP (Point sous la croix de centrage) où la surface n’est pas réellement sphérique. Cependant, certains logiciels de calcul ou machines s’en servent encore.
- Courbe arrière (Back curve) : Souvent exprimée en dioptries, c’est la cambrure de la face arrière (B) du semi-fini. Bien que cette surface soit réusinée pour faire un verre fini, cette donnée est nécessaire (avec l’épaisseur au centre du semi-fini) pour vérifier que le semi-fini est assez épais au bord pour réaliser la puissance demandée. Les ébaucheuses ont aussi besoin de cette donnée pour calculer l’épaisseur à usiner, déterminer le point de départ ébauche et le nombre de passes.
- Diamètre (Diameter) : Il s’agit du diamètre externe du semi-fini, dans certains cas, le semi-fini peut présenter un diamètre utile nettement plus petit soit parce qu’il présente une petite facette tout autour de la surface optique soit dans le cas de verres polarisant lorsque la partie polarisante ne couvre pas totalement le diamètre. Les différentes bases d’un produit n’ont pas toujours le même diamètre, on aura alors des diamètres différents selon la puissance du verre à réaliser.
- Epaisseur au centre (Center thickness) : C’est l’épaisseur au centre (C) du semi-fini. Avec la valeur de la courbe arrière elle permet de déterminer la gamme de puissance maximale réalisable avec ce semi-fini. La tolérance sur cette valeur est généralement assez grande (+/-1 mm est courant), La limite de la gamme de puissances réalisables n’est donc pas toujours facile à déterminer.
- Epaisseur au bord (Edge thickness) : Cette donnée (E) peut être déterminée à partir de l’épaisseur au centre, la courbure frontale et de la courbure concave. Bien sûr dans le cas de verres progressifs, l’épaisseur bord varie tout autour du SF.
- Gamme d’additions (Add power range) : Indique la gamme des additions existantes pour chaque base, dans le cas de progressifs ou multifocaux. Sauf cas exceptionnel, toutes les bases ont la même gamme d’additions.
- Gamme de puissances recommandée (RX range recommanded) : Indique pour chaque base, la gamme des puissances conseillées. Bien que chaque base ait été conçue pour une certaine gamme de puissances, il est tout de même possible d’étendre cette gamme ne serais-ce que pour appairer les bases des deux verres. Bien entendu, plus on s’éloigne de la gamme de puissances recommandée, plus on augmente le risque de non adaptation.
Autres données nécessaires pour produire les verres :
- Description de la face frontale : Si la surface frontale est sphérique, le rayon de courbure frontal suffit mais dans le cas de SF progressifs ou asphériques, il faut connaître la géométrie de la surface avec précision. La majorité des programmes de calcul des verres ont besoin de cette information sous la forme d’une table de flèche. Le format OMA est le plus courant. C’est un simple fichier texte qui indique la flèche de la surface pour chaque base, chaque addition, chaque distance (du PRP au bord), chaque angle.
Dans l’exemple ci-dessous, on a les flèches pour la base 5.25 addition 3.00, à 25 mm du PRP pour les angles de 0° à 60°
Base, Add, Radius, Angle, Sag
5.25, 3.00, 25.0, 0, 3.47
5.25, 3.00, 25.0, 15, 3.24
5.25, 3.00, 25.0, 30, 3.15
5.25, 3.00, 25.0, 45, 3.15
5.25, 3.00, 25.0, 60, 3.17
…… - Données de la matière : L’indice de réfraction, le nombre d’Abbe, la masse volumique…
- Données du segment : Dans le cas de multifocaux, la position du segment détermine le décentrement que l’on obtiendra sur le verre fini. Les dimensions du segment sont aussi nécessaires pour le calcul.
- Décentrement : Les verres progressifs sont assez souvent (mais pas toujous) décentrés de 2.5, 3.0 ou 5mm pour offrir un diamètre utile plus grand que le diamètre physique.
- Géométrie (Design : Pour les progressifs, il s’agit de la longueur du couloir de progression (généralement entre 10 et 20 mm), de la position de la croix de centrage par rapport au PRP (entre 2 et 6mm au dessus du PRP).
- Gravures (Engravings) : Les gravures permettent de reconnaître le produit et la position du PRP.
- Marquage (Ink marking : Le marquage du semi-fini est indispensable pour le glantage du verre et certaines machines de glantage automatiques sont capables de reconnaître le marquage pour positionner le SF.
- Autres informations : On trouve souvent des détails sur l’emballage (packaging), les codes OPC (à 10 chiffres) permettant d’identifier chaque SF).
- Surfaçage et traitement : Les fabricants indiquent parfois dans leur documentation technique des conseils de surfaçage et de traitement. Il y a une vingtaine d’année, pour les laboratoires qui n’avaient pas de programme de calcul, on trouvait encore des abaques indiquant pour chaque puissance les courbures à usiner et l’épaisseur au centre.
Bonjour et bravo pour votre site qui est une mine d’informations
Dans le cas d’un verre freeform, comment connaître la base du verre semi fini? Existe til un tableau récapitulatif ?
Cdlt,
Bonjour Ahmed, non, en freeform, il n’existe pas de tableau récapitulatif normalisé des bases en fonction de la puissance de commande. Dans le cas des verres Freeform, le choix de la base prend en compte de nombreux autres paramètres (puissances, cyl, diamètre, ou forme de la monture, indices ..). Le choix de la base est à la main du verrier qui choisit le meilleur compromis esthétique et optique. Cordialement.