

Définition :
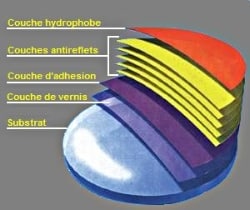
Certains traitements des surfaces optiques (comme les antireflets) sont réalisés en déposant des couches très minces de quelques nanomètres (généralement des oxydes) par vaporisation dans une enceinte sous vide.
Les traitements sous vide ont pour principe de vaporiser sur les surfaces optiques, des couches ultra-minces de différents produits, pour obtenir divers effets :
- optiques (antireflets, miroir, coloration…),
- mécaniques (résistance à l’abrasion, hydrophobie,…),
- optoélectroniques (antistatique, effet diode, capteur lumineux,…)
- voir une combinaison des trois.
Il faut généralement déposer plusieurs couches (parfois jusqu’à plusieurs centaines) dont les épaisseurs tournent autour de 100 à 500 nanomètres (1 nanomètre = 1 milliardième de mètre).
Le principe de base consiste à échauffer le produit à vaporiser jusqu’à ce qu’il se transforme en vapeur et vienne se déposer sur la surface du verre (le substrat). Le dépôt est réalisé dans une enceinte sous un vide poussé pour plusieurs raisons : d’abord certains produits seraient détruits par l’air avant de se transformer en vapeur (il pourrait s’oxyder, réagir avec certains gaz dans l’air ou carrément bruler) de plus, il y a tellement de molécules dans l’air que le produit entrerait en collision avec de nombreuses molécules d’air et arriverait avec trop peu d’énergie sur la surface optique pour y adhérer suffisamment (comme la suie d’une bougie sur le fond d’une assiette). En réalisant le traitement sous vide, les molécules vaporisées arrivent sur le verre avec une grande énergie et viennent s’incruster dans le substrat (le verre).
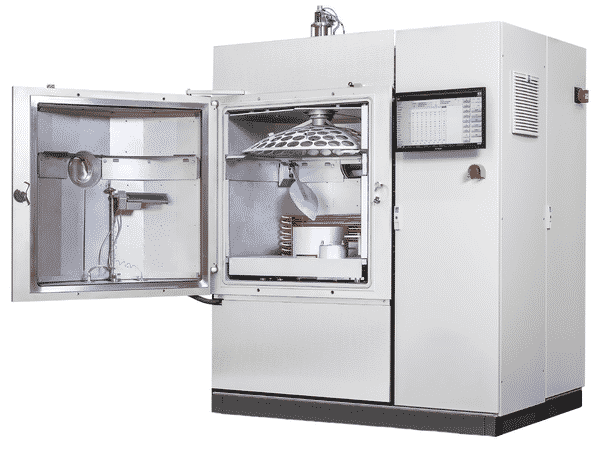
Les machines utilisées sont assez volumineuses. Si la façade fait environ 2 mètres de longueur, la partie arrière cache une véritable « usine à gaz », composée de différentes pompes, de système de refroidissement, de nombreuses tuyauteries…
Structure d’une machine de traitement sous vide
Il existe différents types de machines de traitement sous vide mais voici la structure d’une machine « classique ».
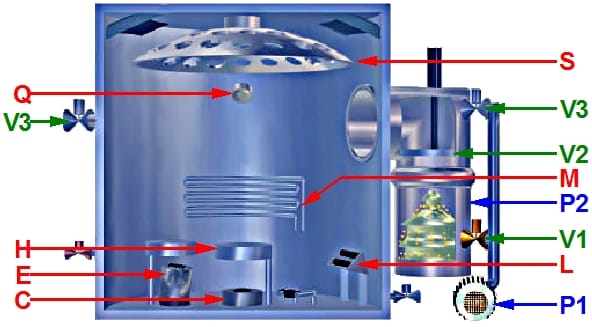
L’enceinte :
Le traitement est réalisé dans une enceinte (aussi appelée « cloche ») dans laquelle on réalise un vide poussé. L’enceinte doit être parfaitement étanche et capable de résister au vide d’air.
Le carrousel :
Les verres à traiter sont insérés dans des bagues support puis placés sur le carrousel (S). Le carrousel est découpé en secteurs permettant de panacher différents diamètres de verres tout en optimisant le nombre de verres traités en même temps. Pendant l’évaporation, le carrousel est mis en rotation pour que tous les verres reçoivent le même flux de vapeurs. Une fois le traitement réalisé sur la première face, il faut retourner chaque verre pour traiter la face suivante. Certaines machines sont équipées d’un système de retournement automatique des secteurs mais cette opération est souvent réalisée manuellement, verre par verre sur les machines de grande capacité (car elles on un carrousel hémisphérique pour une meilleur homogénéité du dépôt).
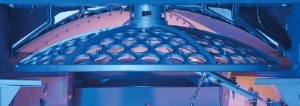
Carrousel avec secteurs à retournement manuel

Carrousel avec système de retournement automatique
Le pompage :
Pour obtenir un vide suffisamment poussé, on utilise toujours deux pompes :
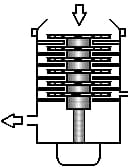
– La première pompe appelée « pompe primaire » (P1) permet de vider rapidement la majeure partie de l’air et réalisent un vide grossier. Les pompes primaires sont généralement mécaniques et les plus courantes sont les pompes à palettes dont le fonctionnement est montré ci-contre. Une palette tourne sur un excentrique et aspire l’aire d’un coté (flèche bleue) pour le rejeter de l’autre (flèche rouge). En pompage primaire, on pompe directement dans l’enceinte, les vannes V1 et V2 sont donc fermées et V3 est ouverte.

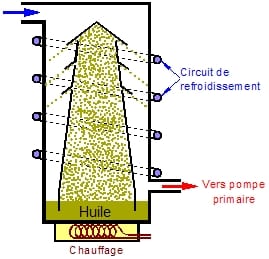
– La 2ème pompe appelée « pompe secondaire » (P2) permet de réaliser le vide poussé. Plusieurs technologies sont utilisées. La technologie la plus courante est sans doute la pompe à diffusion d’huile (voir dessin ci-contre). La technique consiste à chauffer une huile pour la transformer en vapeurs. Ces vapeurs montent rapidement dans une colonne et sont évacuées avec force par des déflecteurs. Ces vapeurs entrainent les molécules d’air. Les vapeurs d’huile sont ensuite condensées par un système de serpentins.
Il existe aussi des pompes cryogéniques dont le principe consiste à « bloquer » les rares molécules d’air sur des plaques portées à une température proche du zéro absolu (autour de -273°C). Lorsque les molécules d’air arrivent sur ces plaques, elles perdent leur énergie et s’y accumulent.
On a encore, des pompes turbo-moléculaires constituées de lames coudées montées sur un rotor et tournant à très haute vitesse (30 000 à 90 000 tours minute).
Dans le pompage secondaire, c’est la pompe secondaire qui pompe dans l’enceinte et la pompe primaire continue de pomper, mais à travers la pompe secondaire pour évacuer les molécules d’air qu’elle accumule à sa sortie. Les vannes V1 et V2 sont ouvertes et la V3 est fermée.
Enfin, pour parfaire le vide, le piège Meissner (M) permet de capturer des molécules d’air. C’est un serpentin refroidi à -120°C et les molécules d’air qui le frappent perdent leur énergie et stagnent autour de ce piège.
La vaporisation : Les produits à vaporiser sont placés, sous la forme de poudres, de cristaux ou de pastille, dans des creusets (C). Les deux techniques d’évaporation les plus courantes sont :
- La vaporisation par effet joule : Le creuset est parcouru par un courant basse tension mais avec une forte intensité. Le creuset s’échauffe et évapore le produit. L’inconvénient de cette technique est que dans sous un vide poussé, la plupart des produits passant directement de l’état solide à l’état gazeux (c’est la sublimation) et les gaz générés au contact du creuset ont tendance à éjecter le produit hors du creuset.
- Le canon à électron : Un filament de tungstène est traversé par un courant haute tension (8000 volts) et émet un faisceau d’électrons. A l’aide d’un électro-aimant, on focalise ce faisceau d’électron sur le produit à vaporiser, qui s’échauffe est se vaporise sur les verres. Comme il faut vaporiser plusieurs produits sur plusieurs couches, on utilise des creusets à barillets. Ils ont la forme d’un cylindre creusés de plusieurs alvéoles dans lesquelles on place les différents produits à vaporiser. Après la vaporisation de chaque couche, on fait tourner le barillet pour présenter un autre produit sous le faisceau d’électrons.
Lorsque la couche vaporisée a l’épaisseur souhaitée, il faut stopper l’évaporation. Pour cela, il ne suffit pas de couper le courant dans le creuset car celui-ci reste assez chaud (par inertie) pendant plusieurs secondes pour continuer à vaporiser du produit. On utilise donc ce qu’on appelle le shutter (H), sorte de couvercle qui vient se placer au dessus du creuset pour arrêter instantanément l’évaporation.
Tenue du traitement : Pour que le traitement ait une bonne adhésion, il faut que les molécules vaporisées s’incrustent bien dans le verre. Le vide poussé permet d’éviter que les molécules vaporisées n’entrent en collision avec des molécules d’air mais cela n’est pas suffisant :
- Dégazage : Toutes les surfaces on tendance à absorber des gaz qui ne sont pas enlevés par le pompage. Le dégazage a pour but de déloger ces molécules de gaz à la surface des verres, pour que le dépôt se fasse sur le verre et non pas sur une pellicule d’air. En lunetterie, ce dégazage est réalisé en plaçant les verres dans des fours pendant 1 heure entre 60°C à 90°C.
- Chauffage : Pour que les molécules ne perdent pas instantanément leur énergie au contact de la surface du verre, il faut que l’écart de température entre la molécule vaporisée et le verre ne soit pas trop grand. On chauffe donc les verres, soit avec des résistances situées au dessus du carrousel soit avec des lampes à quartz (L) qui vont échauffer les verres grâce à un rayonnement infrarouge.
- Canon à ions : Le canon à ions (E) a pour but de « tasser » la couche pendant l’évaporation. Le principe est assez complexe. Un plasma (gaz ionisé : argon ou oxygène) est créé au sein de la machine et les ions qui le composent sont propulsés vers la surface des verres, par un champ électrique.
Contrôle du dépôt : Pour que le traitement ait les propriétés recherchées, il faut que l’épaisseur des couches soit parfaitement maitrisée. Pour cela, on utilise un quartz piézo-électrique. Ce quartz a la propriété de vibrer avec une fréquence très précise, lorsqu’on le soumet à un champ électrique (c’est le principe d’une montre à quartz). Le quartz (Q) est placé à coté du carrousel et reçoit le même flux de vapeurs que les verres. La couche déposée sur le quartz, va modifier sa fréquence de vibration. C’est cette variation de fréquence qui va permettre de connaître avec précision l’épaisseur de la couche déposée et donc de stopper l’évaporation dès que l’épaisseur voulue est atteinte.
0 commentaires