

Définition :
Les montures de lunettes se composent des éléments principaux suivants :
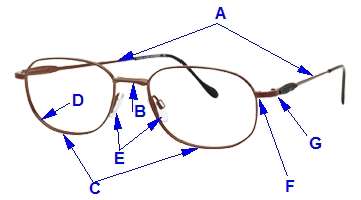
A : Les branches (Arms, Temples).
B : Le pont (bridge) maintient les deux cercles (C)
C : Cercles (rims) de la face de la monture où sont placés les verres.
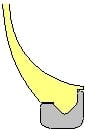
D : Le drageoir (groove) est la partie creuse située à l’intérieure des cercles. Le biseau (bevel) taillé au bord des verres tombe dans ce drageoir et permet de maintenir les verres.
E : Les plaquettes (Pad) permettent un appui stable sur le nez du porteur. Elles peuvent être rapportées ou moulées sur la face.
F : Les tenons (lungs or endpieces) permettent de fermer le cercle pour maintenir le verre.
G : Les charnières (hinge) permettent de fermer les branches.
L’ensemble des deux cercles, du pont, et des plaquettes composent la face de la monture.
La monture a une grande influence sur les contraintes de fabrication du verre, que ce soit au niveau des épaisseurs ou de la base du verre (cambrure de la face frontale du verre).
Principaux types de montures
Monture cerclée métal (Metal frame) : C’est le type de monture le plus courant. Le cercle métallique s’ouvre au niveau du tenon. Une vis située dans le tenon permet de refermer le cercle pour maintenir le verre. Le verre doit être taillé précisément à la cote du cercle (moins de 0.1mm d’erreur sur la cote du périmètre) pour que le verre ne soit pas comprimé (précontraint) lors de la fermeture du cercle, tout en étant suffisamment serré pour qu’il tienne sans bouger. Le verre doit avoir une épaisseur minimale au bord de 0.8 mm à 1 mm pour ne pas se fissurer lors de la fermeture du cercle.

Montures cerclée plastique (Plastic frame) : Ce type de monture est aussi très courant. Comme il n’y a pas de tenon, on ne peut pas ouvrir le cercle. Pour le montage des verres, la monture est réchauffée à l’air chaud (avec une chaufferette), pour la ramollir légèrement. Les verres sont alors insérés dans le drageoir. Une fois refroidie, la monture se resserre un peu et maintient les verres en place. Du fait de la relative élasticité du cercle, le taillage peut être moins précis (jusqu’à 0.3 mm sur le périmètre). Le verre doit avoir une épaisseur au bord d’au moins 0.6 mm à 0.8 mm.

Montures à fil nylon (style Nylor) (Supra) : Une rainure (groove) est réalisée tout autour sur le bord du verre (rainage). Le verre est maintenu dans la monture par un fil nylon, accroché au nez et à la tempe de la monture et qui passe dans la rainure du verre. Le verre doit avoir une épaisseur au bord d’au moins 1.6 à 1.8mm pour pouvoir réaliser la rainure.

Monture percée (Rimless) : Les branches et le pont de la monture sont directement vissés sur les verres, grâce à des trous percés dans les verres. La tranche des verres est usinée plate et généralement polie (on parle alors de montage glace). Le verre doit alors répondre à deux contraintes d’épaisseur, il doit faire au moins 1.8 à 2.0 mm au point de perçage le plus mince et avoir au moins 0.8 à 1.2 mm d’épaisseur au bord pour ne pas risquer de blesser le porteur. Le verre ne doit pas être tranchant et il est donc indispensable de faire un contre-biseau en face interne

Monture crantée : C’est une variante des montures percées, les branches et le pont sont aussi montées directement sur le verre. Le verre est maintenu par des trous et des encoches usinées sur le bord du verre (crantage). Pour certains modèles, les branches sont clipés dans un trou oblong percé dans le verre et maintenus par collage.

Monture enveloppantes (wrapped frames) : Il s’agit souvent de montures conçues pour le montage de verres solaires sans correction (verres PLAN). Le montage de verres correcteurs dans ce type de montures très cintrées impose plusieurs contraintes sur le verre.
- La base du verre (cambrure du verre) doit être assez proche de la base monture (cambrure de la monture) pour que le verre soit montable dans cette monture. Il faut donc utiliser une base spéciale autour de 8.00 à 9.00 dioptries ce qui peut être compliqué à réaliser pour des verres concaves (verres pour myopes) qui ont généralement une base plutôt plate (de 0.50 à 4.00 dioptries).
- Ces montures nécessitent des verres de très grand diamètres (parfois plus de 90mm) ce qui est assez rare en verre correcteur. Il faut donc se tourner vers des verres décentrés.
- Du fait du grand diamètre, on a tendance à obtenir des verres très épais, ce qui limite la gamme de puissance réalisable.
- Il faut prendre garde car certaines de ces montures ont une butée sur la face interne du drageoir, ce qui oblige à réaliser un biseau de forme complexe et nécessite des machines de taillage très particulières (machines 5 axes) dont seuls des laboratoires spécialisés sont équipés.
- Du fait de la forte inclinaison horizontale du verre, Il est courant d’avoir des difficultés à obtenir les bon écarts au montage. Il faut souvent corriger les écarts d’ 1 à 2 mm.
- Enfin, dans ce type de monture, le verre se retrouve souvent fortement incliné par rapport à l’axe du regard (voir Angle de cintre) ce qui génère un astigmatisme des faisceaux obliques et un prisme latéral. Il est donc recommandé d’utiliser des verres dont la géométrie est spécialement adaptée aux montures de ce type.

0 commentaires